

جوشکاری یکی از فنون حیاتی در صنعت و ساخت و ساز است که در انجام فرآیندهای مختلف، از جمله تولید، تعمیر و نگهداری قطعات فلزی، استفاده می شود. در این فرآیند، جریان الکتریکی به عنوان منبع اصلی برای ایجاد حرارت و اتصال قطعات به کار می رود.
با توجه به اهمیت انتخاب آمپر مناسب در جوشکاری، درک دقیق و عمیق از تأثیرات آن بر روی جوش و قطعات جوشی بسیار حائز اهمیت است. استفاده از آمپر نامناسب می تواند منجر به مشکلاتی مانند کیفیت پایین جوش، کاهش قدرت و استحکام اتصالات و حتی خرابی قطعات جوش زده شود. بنابراین، انتخاب درست آمپر مناسب برای جوش باعث بهبود کارایی و عمر مفید ساختارهای جوشی می شود.
جدول آمپر جوشکاری
آمپر دستگاه جوش نشاندهنده میزان جریان خروجی آن است. هرچه آمپر دستگاه جوش بیشتر باشد، میتوان قطعات فلزی ضخیمتری را جوشکاری کرد. در ادامه جدول آمپر جوشکاری co2 را برای شما تهیه شده است.
جدول تنظیمات دستگاه جوش co2:
جدول انتخاب الکترود جوشکاری
در الکترود جدول آمپر جوشکاری زیر، مقدار آمپر مناسب برای جوشکاری با الکترودهای مختلف در ضخامتهای مختلف فلز آورده شده است:
| نوع الکترود | ضخامت فلز (میلیمتر) | آمپر |
|---|---|---|
| الکترود 2.5 | 1.0 | 30 |
| الکترود 2.5 | 1.5 | 40 |
| الکترود 2.5 | 2.0 | 50 |
| الکترود 3.2 | 2.0 | 60 |
| الکترود 3.2 | 3.0 | 70 |
| الکترود 4.0 | 3.0 | 80 |
بیشتر بدانید:
انواع روشهای جوشکاری آلومینیوم
منظور از آمپر اینورتر جوشکاری چیست؟
آمپر انواع اینورتر جوشکاری به یک نوع واحد جوشکاری اشاره دارد که از تکنولوژی الکترونیکی به نام “اینورتر” استفاده می کند. اینورترها، در دستگاه های جوشکاری برقی برای تبدیل و تنظیم جریان و ولتاژ ورودی به جریان و ولتاژ مناسب برای جوشکاری استفاده می شوند.
اینورترها با استفاده از ترانزیستورهای بسیار سریع عمل جریان متناوب ورودی را به جریان مستقیم تبدیل می کنند. این واحدها قادرند جریان و ولتاژ خروجی را به طور مستقل و با دقت بسیار بالا کنترل کنند.
با استفاده از آمپر اینورتر جوشکاری که بهترین و پرکاربردترین ابزار برقی صنعتی بوده، می توان به طور دقیق جریان جوشکاری را تنظیم کرده و به میزان بالاتری از کنترل و عملکرد دسترسی داشت. علاوه بر این، به دلیل استفاده از ترانزیستورهای سریع، سیکل کاری آمپر اینورتر به طور معمول بالاتر از دستگاه های جوشکاری سنتی است که منجر به کاهش اندازه و وزن دستگاه و همچنین افزایش کارایی و کاربرد آن می شود.
معیار انتخاب آمپر مناسب برای جوشکاری بر اساس الکترود مصرفی؟
انتخاب آمپر جوشکاری بر اساس الکترود مصرفی یکی از عوامل مهم در جوشکاری است. الکترودها با توجه به نوع مواد جوش، قطر و خواص فنی خود، نیاز به جریان مشخصی برای عملکرد بهینه دارند. برخی از معیارهایی که برای جوشکاری درجه مناسب بر اساس الکترود مصرفی مهم هستند، عبارتند از:
-
- محدودیت جریان الکترود: هر الکترود مصرفی دارای محدودیت جریان است که بر اساس ویژگی هایش مشخص می شود. این محدودیت نمایانگر حداکثر جریانی است که می توان از الکترود عبور داد. برای عملکرد بهینه الکترود و جلوگیری از مشکلاتی مانند سوختگی و خرابی الکترود، جریان جوشکاری باید در محدوده مشخص شده توسط تولید کننده الکترود باشد.
-
- قطر الکترود: قطر الکترود نیز بر تعیین آمپر جوشکاری تأثیر دارد. با افزایش قطر الکترود، میزان جریان جوشکاری باید افزایش یابد تا بتوان جوشکاری مناسبی را انجام داد. از طرفی، با کاهش قطر الکترود، میزان جریان نیز باید کاهش یابد.
-
- نوع مواد جوش: نوع مواد جوش که قرار است با الکترود جوشکاری شوند، نیز بر انتخاب آمپر تأثیر دارد. مواد مختلف نیاز به جریان های متفاوت جوشکاری دارند. برای مثال، جوشکاری فولادهای کربنی نسبت به جوشکاری فولادهای آلیاژی نیاز به جریان بیشتری دارد.
-
- نوع الکترود: نوع الکترود مصرفی نیز بر انتخاب بهترین امپر برای جوشکاری تأثیرگذار است. الکترودهای مختلف با خواص و مشخصات متفاوتی عرضه می شوند و نیاز به جریان های متفاوتی برای عملکرد بهینه دارند. برای هر نوع الکترود، تولید کننده معمولاً محدوده جریان را تعیین می کند که باید رعایت شود.
در هر صورت، برای انتخاب آمپر جوشکاری بر اساس الکترود مصرفی، بهتر است که دستورالعمل ها و راهنمایی های تولید کننده الکترود را مورد مطالعه قرار دهید. همچنین، تجربه و آزمون های عملی در استفاده از الکترودها و تنظیم آمپر جوشکاری نیز می تواند به شما در انتخاب درست کمک کند.
اهمیت ولتاژ مناسب جوشکاری
میزان آمپر جوشکاری تأثیر مستقیم بر کیفیت و عملکرد جوش دارد. برخی از تأثیرات و دلایل اهمیت آمپر جوشکاری عبارتند از:
-
- تأثیر بر عمق نفوذ جوش: میزان آمپر جوشکاری بر عمق نفوذ جوش تأثیرگذار است. با افزایش آمپر جوشکاری، عمق نفوذ جوش افزایش می یابد. این امر برای جوشکاری قطعات با ضخامت بالا یا نیاز به نفوذ جوش زیاد مهم است.
-
- تأثیر بر قوس جوش: آمپر جوشکاری تأثیر زیادی بر خصوصیات قوس جوش دارد. آمپر مناسب باعث ایجاد قوس پایدار می شود. انتخاب آمپر مناسب به عملکرد قوس جوش و کنترل آسان آن کمک می کند.
-
- تأثیر بر ذوب و ترکیب مواد: آمپر جوشکاری تأثیر مستقیم بر فرآیند ذوب و ترکیب مواد جوش دارد. با تنظیم بهترین امپر برای جوشکاری، می توان درصد ذوب و ترکیب مواد را کنترل و جوش قوی و با کیفیتی را تولید کرد.
-
- تأثیر بر سرعت جوشکاری: آمپر جوشکاری نقش مهمی در سرعت جوشکاری دارد. با تنظیم آمپر مناسب، می توان سرعت جوشکاری را تنظیم کرده و زمان مورد نیاز برای جوشکاری را کاهش داد.
به طور کلی، انتخاب آمپر جوشکاری مناسب بر اساس نوع و ضخامت قطعه، نوع مواد جوش و الکترود مصرفی، میزان نفوذ جوش مورد نیاز و خواص مطلوب جوشکاری بسیار حائز اهمیت است. در انتخاب و تنظیم آمپر جوشکاری، دقت و دانش فنی لازم است. توصیه می شود همواره دستورالعمل ها و راهنمایی های تولید کننده الکترود را رعایت و با تجربه و آزمون های عملی، آمپر جوشکاری را بهینه سازی کنید.
آمپر جوشکاری بیش از حد نیاز
استفاده از آمپر جوشکاری بیش از حد نیاز می تواند منجر به مشکلات و عواقب نامطلوبی شود که از جمله آن ها می توانیم به موارد زیر اشاره کنیم:
-
- ذوب الکترود: استفاده از آمپر جوشکاری بیش از حد باعث ذوب الکترود با سرعت بیشتری می شود که ممکن است منجر به کاهش عمر الکترود و نیاز به تعویض مکرر آن شود.
-
- نفوذ نامناسب: با استفاده از آمپر بیش از حد، نفوذ جوش ممکن است بیش از حد عمیق شود.
-
- ترک و شکستگی: آمپر جوشکاری بیش از حد می تواند منجر به تولید ترک و شکستگی در جوش شود. این مشکلات کیفیت جوش را کاهش داده و استحکام جوش را تضعیف می کند.
-
- آسیب به قطعه: آمپر بیش از حد ممکن است باعث تغییرات ساختاری، تغییرات در خواص مکانیکی قطعه و حتی تغییرات در ابعاد قطعه شود.
-
- مصرف اضافی انرژی: استفاده از آمپر بیش از حد، سبب مصرف اضافی انرژی می شود. این ممکن است باعث افزایش هزینه ها و کاهش بهره وری در فرآیند جوشکاری شود.
بنابراین، استفاده از آمپر جوشکاری بیش از حد نیاز توصیه نمی شود. بهتر است همواره دستورالعمل ها و راهنمایی های تولید کننده الکترود را رعایت کرده و آمپر جوشکاری را با دقت و به صورت صحیح تنظیم کنید. در صورتی که نیاز به تغییرات در آمپر جوشکاری دارید، بهتر است با متخصصین جوشکاری مشورت کرده تا بهترین روش را برای کار خود انتخاب کنید.
آمپر جوشکاری کم تر از حد نیاز
استفاده از آمپر جوشکاری کمتر از حد نیاز نیز می تواند عواقب نامطلوبی داشته باشد که از جمله آن ها می توانیم به موارد زیر اشاره کنیم:
-
- نفوذ ناکافی: با استفاده از آمپر کمتر از حد، نفوذ جوش ناکافی خواهد بود. این ممکن است باعث کاهش استحکام جوش شده و در نتیجه جوش ضعیفی تولید شود.
-
- عدم ترکیب کامل مواد: آمپر جوشکاری کمتر از حد می تواند باعث عدم ترکیب کامل و مطلوب مواد جوش شود. در نتیجه جوش ناهمگن و با خواص مکانیکی نامناسب تولید خواهد شد.
-
- افزایش خطر ترک: با استفاده از آمپر کم، خطر تشکیل ترکدر جوش افزایش می یابد. این ممکن است به دلیل عدم تأمین حرارت کافی برای ذوب کامل و ترکیب مواد باشد.
-
- کاهش سرعت جوشکاری: با استفاده از آمپر کمتر، سرعت جوشکاری کاهش می یابد. این ممکن است منجر به افزایش زمان مورد نیاز برای تکمیل جوش و کاهش بهره وری در فرآیند جوشکاری شود.
آمپر جوشکاری را بر اساس نیازهای فنی و توصیه های تولید کننده الکترود تنظیم کنید. استفاده از آمپر کمتر از حد نیاز می تواند باعث کاهش کیفیت جوش، ضعف در استحکام جوش و مشکلات دیگر شود.
تنظیم دستگاه جوش اینورتر و بهترین آمپر برای جوشکاری
|
موضوع |
توضیحات | آمپر |
|
نوع مواد جوشکاری |
فولاد، آلومینیوم و … |
فولاد ۱/۴ اینچ: ۱۰۰ آمپر |
|
|
آلومینیوم ۱/۴ اینچ: ۱۶۰ آمپر | |
|
نوع الکترود یا سیم جوش |
الکترود دستی یا سیم MIG |
الکترود دستی (قلعی): ۱۲۰ آمپر |
|
سیم جوش MIG (۰.۰۳۵ اینچ): ۱۶۰ آمپر |
||
|
فرآیند جوشکاری |
SMAW، MIG، TIG و … |
– SMAW (الکترود خمشی): ۱۰۰ آمپر |
|
MIG (سیم جوش ۰.۰۳۵ اینچ): ۱۶۰ آمپر |
||
|
TIG (الکترود ۱/۱۶ اینچ): ۱۰۰ آمپر |
||
|
قطر الکترود یا سیم جوش |
بر اساس ضخامت مواد جوشکاری |
الکترود ۱/۸ اینچ: ۸۰ آمپر |
|
|
سیم جوش ۰.۰۳۰ اینچ: ۱۴۰ آمپر |
|
|
نوع گاز یا فلوئید محافظ |
CO2، آرگون، مخلوطات و … |
CO2 (MIG) ۱۶۰ آمپر |
|
آرگون (TIG) ۱۰۰ آمپر |
||
|
سرعت الکترود یا سیم جوش |
بر اساس نوع و ضخامت مواد |
سرعت ۲۰۰ اینچ در دقیقه: ۱۴۰ آمپر |
|
فاصله الکترود |
بر اساس نوع فرآیند جوشکاری |
SMAW ۱/۸ تا ۱/۴ اینچ: ۸۰ آمپر |
|
TIG ۱/۸ تا ۱/۱۶ اینچ: ۱۰۰ آمپر |
||
|
نوع جوش |
جوش عمیق، جوش لبهای و … |
جوش عمیق: افزایش ۱۰٪ آمپر |
|
جوش لبهای: کاهش ۱۰٪ آمپر |
||
|
نوع جوشکاری |
دستی یا اتوماتیک |
جوشکاری دستی: آمپر تنظیمی با توجه به تجربه جوشکار |
|
جوشکاری اتوماتیک: آمپر تنظیم شده با دقت بر اساس پروژه و تولید اتوماتیک. |
||
|
شرایط محیطی |
دما و رطوبت محیط |
دمای بالا: افزایش ۱۰ تا ۲۰٪ آمپر |
|
دمای پایین: کاهش ۱۰ تا ۲۰٪ آمپر |
تنظیم دستگاه جوش اینورتر بستگی به نوع و مدل دستگاهی که استفاده می کنید دارد. برخی از تنظیمات عمومی که برای بسیاری از دستگاه های جوش اینورتر قابل استفاده هستند عبارتند از:
-
- آمپر (جریان جوشکاری): تنظیم آمپر بستگی به نوع الکترود و ضخامت قطعه کاری دارد. برای تنظیم آمپر، می توانید به راهنمایی تولید کننده الکترود مراجعه کنید. همچنین، مقدار آمپر را به طور تجربی تنظیم کرده و با آزمایش های کوچک، کیفیت جوش را ارزیابی کنید.
-
- ولتاژ (تنظیم برق ولتاژ): تنظیم ولتاژ می تواند بستگی به ضخامت قطعه کاری و نوع الکترود داشته باشد. اغلب دستگاه های جوش اینورتر دارای کنترل ولتاژ هستند که می توانید آن را با توجه به نیاز خود تنظیم کنید. در صورت نیاز، به راهنمایی تولید کننده دستگاه مراجعه کنید.
-
- زمان خاموشی: این تنظیم برای زمانی است که بعد از اتمام جوشکاری، گاز حفاظتی به کار خود ادامه دهد تا جوش خنک شود. معمولاً برای فلزات مختلف، مقادیر پیشفرض تنظیم شده است. اما می توانید آن را بر اساس نیازهای خود تنظیم کنید.
شدت جریان تولید شده توسط دستگاه جوش
شدت جریان تولید شده توسط دستگاه جوش اینورتر به مدل و نوع دستگاه جوش، تنظیمات مورد استفاده و نیازهای جوشکاری بستگی دارد. برای هر دستگاه جوش اینورتر، محدوده تنظیم شدت جریان مشخص شده است که معمولاً به واحد آمپر (A) می باشد.
بنابراین، برای تعیین شدت جریان دقیق، باید به دستورالعمل تولید کننده و دفترچه راهنمای استفاده از دستگاه جوش مراجعه کنید. در این دستورالعمل ها، محدوده تنظیم شدت جریان برای هر نوع الکترود و ضخامت قطعه کاری مشخص می شود.
علاوه بر این، تجربه جوشکاری و تست های کوچک می توانند به شما کمک کنند تا شدت جریان مناسب را برای نیازهای خاص خود تعیین کنید. با تست های جوشکاری کوچک و ارزیابی کیفیت جوش، می توانید بهترین شدت جریان را برای کارهای خود پیدا کنید.
رابطه الکترود و آمپر جوشکاری
رابطه بین الکترود و آمپر جوشکاری به نوع الکترود و نوع کاری که قرار است انجام شود بستگی دارد. عموماً، در دستورالعمل تولید کننده الکترود، محدوده توصیه شده برای شدت جریان جوشکاری با الکترود مشخص می شود. در صورت استفاده از الکترودهای قطر بزرگتر، شدت جریان بیشتری مورد نیاز است، در حالی که الکترودهای قطر کوچکتر نیاز به شدت جریان کمتری دارند.
در انتخاب شدت جریان، عوامل دیگری مانند ضخامت قطعه کاری، نوع جوشکاری (مانند جوشکاری یکطرفه یا دوطرفه) و مواد جوشکاری نیز تأثیرگذار هستند. برای هر الکترود و شرایط جوشکاری خاص، محدوده توصیه شده برای شدت جریان در دستورالعمل تولید کننده الکترود ذکر شده است.
آمپر مناسب برای جوشکاری قوطی
شدت جریان مناسب برای جوشکاری قوطی و آمپر مناسب جوشکاری درب و پنجره به عوامل مختلفی از جمله ضخامت قوطی، نوع جوشکاری و نوع الکترود استفاده شده بستگی دارد. الکترود مناسب برای جوشکاری قوطی، برای جوشکاری قوطی های با ضخامت کمتر، معمولاً شدت جریان کمتری نیاز است، در حالی که برای قوطی های با ضخامت بیشتر، شدت جریان بیشتری مورد نیاز است.
بهترین راه برای تعیین شدت جریان مناسب و تنظیم آمپر جوشکاری co2 برای جوشکاری قوطی، مطالعه دستورالعمل تولید کننده الکترود استفاده شده است. در دستورالعمل، محدوده توصیه شده برای شدت جریان جوشکاری با الکترود معین شده است.
همچنین، تجربه و تستهای کوچکی بر روی قوطی های نمونه می توانند به شما کمک کنند تا شدت جریان مناسب را برای قوطی های مورد نظرتان تعیین کنید. با انجام تست ها و ارزیابی کیفیت جوش، می توانید بهترین شدت جریان را برای نیازهای خود پیدا کنید.

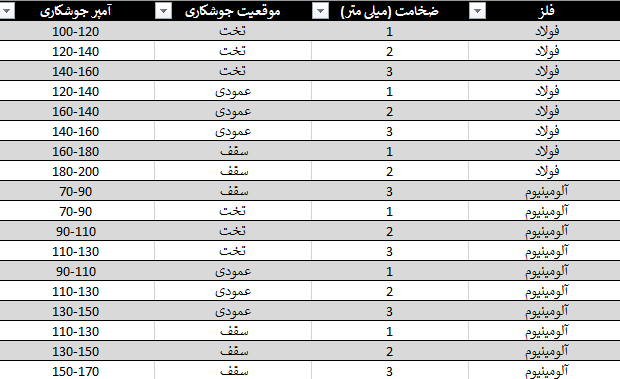
آمپر مناسب جوشکاری درب و پنجره
آمپر مناسب برای جوشکاری درب و پنجره به عوامل مختلفی مانند نوع فلز، مهارت جوشکار و نوع جوشکاری بستگی دارد. برای مثال:
آهن:
- ضخامت تا 1 میلیمتر: 50 تا 70 آمپر
- ضخامت 1 تا 2 میلیمتر: 70 تا 100 آمپر
- ضخامت 2 تا 3 میلیمتر: 100 تا 120 آمپر
- ضخامت 3 تا 4 میلیمتر: 120 تا 140 آمپر
آلومینیوم:
- ضخامت تا 1 میلیمتر: 60 تا 80 آمپر
- ضخامت 1 تا 2 میلیمتر: 80 تا 110 آمپر
- ضخامت 2 تا 3 میلیمتر: 110 تا 130 آمپر
- ضخامت 3 تا 4 میلیمتر: 130 تا 150 آمپر
در جوشکاری قوس الکتریکی با الکترود روکش دارد آمپر به ضخامت فلز و نوع الکترود بستگی دارد و در قوس الکتریکی با گاز محافظ به نوع گاز، سیم و نوع و ضخامت فلز بستگی دارد. همچنین در جوشکاری تیگ نیز به همان نوع فلز، الکترود و ضخامت آن بستگی دارد.
جوشکاران باتجربه میتوانند با آمپر کمتری جوشکاری با کیفیتی انجام دهند. جوشکاران مبتدی ممکن است به آمپر بیشتری برای ذوب شدن فلز و ایجاد جوش کافی نیاز داشته باشند.
عوامل موثر بر تنظیم آمپر جوشکاری
عوامل موثر بر تنظیم آمپر جوشکاری عبارتند از:
-
- قطعه پایه جوشکاری: ضخامت، جنس و مشخصات قطعه پایه جوشکاری تأثیر قابل توجهی بر تنظیم آمپر جوشکاری دارد. قطعه پایه ضخیم تر معمولاً نیاز به شدت جریان بیشتری دارد تا جوش کامل و قوی تولید شود. همچنین، جنس قطعه پایه نیز تأثیری در شدت جریان مورد نیاز دارد. مثلاً، جوشکاری فولاد به شدت جریان بیشتری نسبت به جوشکاری آلومینیوم نیاز دارد.
-
- کاربرد جوشکاری: نوع و کاربرد جوشکاری نیز بر تنظیم آمپر تأثیر می گذارد. برای هر کاربرد خاص، شدت جریان ممکن است متفاوت باشد. مثلاً، جوشکاری ساختمانی، جوشکاری اتصالات لوله و جوشکاری صنعتی ممکن است نیازهای متفاوتی در تنظیم آمپر داشته باشند.
-
- فرآیند جوشکاری: نوع فرآیند جوشکاری نیز تأثیری در تنظیم آمپر دارد. مثلاً، در جوشکاری الکترودی، تنظیم آمپر توسط جوشکار انجام می شود و معمولاً براساس راهنمایی های تولید کننده الکترود صورت می گیرد. در جوشکاری MIG/MAG یا TIG، شدت جریان ممکن است توسط دستگاه جوشکاری کنترل شود.
-
- الکترود جوشکاری: نوع و خصوصیات الکترود جوشکاری نیز تأثیرگذار است. هر الکترود دارای محدوده توصیه شده برای شدت جریان جوشکاری است. توصیه می شود دستورالعمل و راهنمایی های تولید کننده الکترود را رعایت و شدت جریان را در محدوده توصیه شده تنظیم کنید.
تنظیم آمپر دستگاه جوش و آمپر مناسب جوشکاری لوله گاز
تنظیم آمپر در دستگاه جوش بستگی به نوع و مدل دستگاه مورد استفاده دارد. اما بطور کلی، تنظیم آمپر در دستگاه جوش از طریق کنترل ها و منوهای موجود در دستگاه صورت می گیرد. روش های متداول تنظیم آمپر در دستگاه جوش عبارتند از:
-
- دستگیره آمپر: برخی دستگاه های جوش دستی دارای دستگیره آمپر هستند که می توانید آمپر را با حرکت دادن دستگیره به مقدار مورد نظر تنظیم کنید. این دستگیره معمولاً به شکل یک دایره یا یک سوئیچ قابل چرخش است.
-
- دکمه ها و کنترل ها: برخی دستگاه های جوش دارای دکمه ها و کنترل های مجزا برای تنظیم آمپر هستند. ممکن است دستگاه دارای کلیدهای “+” و “-” باشد که با فشار دادن آن ها می توانید آمپر را افزایش یا کاهش دهید. همچنین، برخی دستگاه ها دارای منوی تنظیم آمپر هستند که می توانید از طریق آن آمپر مورد نظر را انتخاب کنید. در این صورت، از دکمه های موجود برای حرکت در منو و تنظیم آمپر استفاده می شود.
-
- صفحه نمایش: برخی دستگاه های جوش دارای صفحه نمایش هستند که شدت جریان فعلی را نشان می دهند. با استفاده از کنترل های موجود در دستگاه، می توانید شدت جریان را به مقدار مورد نظر تغییر دهید. این کنترل ها ممکن است شامل دکمه ها، کلیدهای کشویی یا لمسی باشند.
جمع بندی
آمپر مناسب برای جوشکاری به عوامل متعددی وابسته است و نمی توان یک آمپر یا مقدار ثابت را به عنوان بهترین یا مناسب ترین آمپر برای همه موارد تعیین کرد. برای دستیابی به نتایج بهتر، همیشه به راهنمایی ها و دستورالعمل های تولید کننده دستگاه جوش و الکترود توجه و با تجربه و آزمایش های کوچک، آمپر مناسب برای نیازهای خاص خود را تعیین کنید. بهترین آمپر برای جوشکاری متناسب با عوامل مختلفی از جمله فرآیند جوشکاری، ضخامت قطعه پایه، جنس قطعه پایه، نوع الکترود و غیره تعیین می شود. به طور کلی بهترین درجه برای جوشکاری و تنظیم امپر دستگاه جوشکاری به نوع فعالیت و نوع جسم شما و ضخامت آن و همچنین نوع دستگاه شما بستگی دارد.
2 جدول آمپر جوشکاری که گذاشتید خیلی مناسب و مفید بود
روز بخیر، جدول آمپر جوشکاری که شما گذاشتید خیلی کامله فقط اینکه نوع الکترود داخل جوشکاری تاثیر گذاره؟یا فرقی نمیکنه چه نوعی باشه
سلام من سر رشته زیادی در این موضوعات ندارم ولی فکر میکنم آمپر مناسب برای جوشکاری بستگی نوع فعالیت داره و برای هرفعالیتی متفاوته و باید به درستی تنظیم شود
چطور باید آمپر مناسب برای جوشکاری قوطی رو تعیین کرد، دستورالعمل که ذکر کردید کافیه؟؟
سلام بله کافیه
برای مشخص کردن آمپر مناسب جوشکاری درب و پنجره بهتره به نوع و ضخامتشون توجه بشه و بعد آمپر تنظیم شه
تنظیم آمپر جوشکاری کار نسبتا سختیه ولی با بهتر شناختن نوع کار خودتون و مدل اینورتر بستگی دارد و با اطلاع داشتن از این موارد دیگه انتخاب آمپر مناسب برای جوشکاری کار سختی نمیتونه باشه
هم یک جدول تنظیمات دستگاه جوش co2 و هم یک جدول کلی این خیلی عالیه و خیلی مفید بود با تشکر👌
سلام بهترین آمپر برای جوشکاری برای هرشغل و هرفعالیتی متفاوته و بای به خوبی بهترین رو برای خودشون مشخص کنند و بشناسند